[Case 021] Swiss Turning - AISI D2 Steel Step Punch Pin (5,000 Pcs)
Swiss Turning (Sliding Headstock) of High-Carbon Tool Steel (AISI D2, heat-treated condition) Precision Step Punch Pin | FIWOK METALWORKS
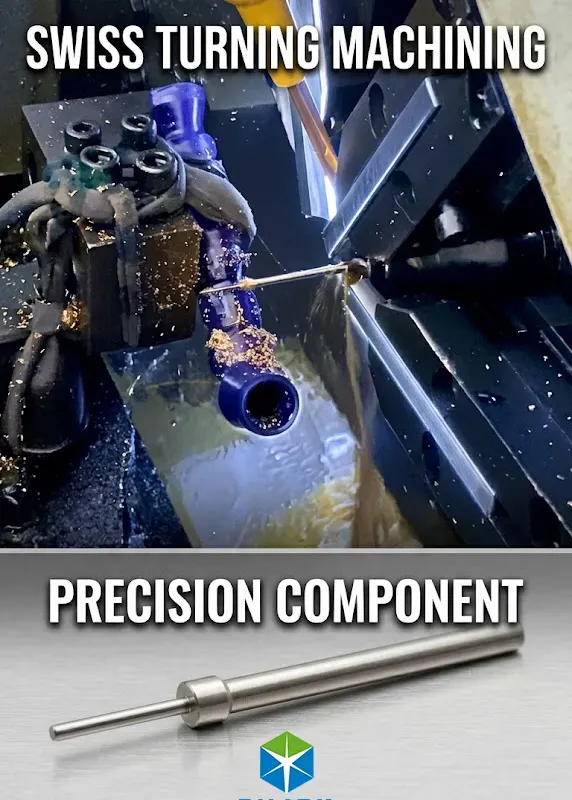
Figure 1: Case 021 Precision Step Punch Pin Production Overview |
|
||||||||||||||
1. Project Background & Sourcing Challenges
In mid-scale contract manufacturing, purchasing engineers face significant yield challenges when sourcing custom multi-stepped shafts characterized by high length-to-diameter aspect ratios. For the specific production run tracked under Case 021, the contract required a stable batch delivery of 5,000 Pieces of a Precision Step Punch Pin. Sourcing components with these geometric profiles requires strict control over raw material stress and machining kinematics to mitigate concentricity drift across the functional steps.
The technical evaluation for Case 021 highlighted several manufacturing risks inherent to hard cold-work tool steel machining:
- Concentricity Control Across Steps: Turning sequential concentric steps on a high-carbon, high-chromium alloy like High-Carbon Tool Steel (AISI D2, heat-treated condition) introduces risk of part deflection if the intensive cutting force is not balanced by continuous mechanical support, leading to offset errors.
- Aspect-Ratio Flexure: Long, slender punch components processed on standard fixed-headstock CNC turning centers exhibit high susceptibility to tool deflection and chatter under the heavy tool pressure required for AISI D2, which impacts the dimensional yield.
- Thermal Instability: The aggressive cutting speeds required to machine hard tool steel can cause micro-thermal expansion, resulting in erratic outer diameter (OD) drift across the 5,000 Pieces batch lot if fluid cooling is inadequate.
By deploying automated Swiss Turning (Sliding Headstock) lathes at our Shenzhen facility, FIWOK METALWORKS supported stability control during batch production and maintained batch consistency within the defined control plan throughout the 5,000 Pieces contract run.
2. Target Application Sector & Industry Scenario
The mechanical specifications verified in Case 021 conform to the technical benchmarks required for high-repetition industrial machinery. The selection of High-Carbon Tool Steel (AISI D2, heat-treated condition), processed via sliding headstock kinematics, accommodates these pins for a designated application sector where wear resistance and dimensional stability are required by the application conditions:
High-Speed Stamping Die & Tooling ComponentsScenario: Stamping die guide, alignment, and cold-work ejector sub-assemblies operating under continuous high-frequency cycling. Drawing Constraint: Securing true position and tight concentricity between multi-stepped segments to reduce cumulative chucking errors and mitigate high-velocity mechanical stress during operations. |
3. Engineering Specifications Matrix
| Engineering Control Parameter | Case 021 Monitored Production Values |
|---|---|
| Case Tracking Number | Case 021 |
| Component Classification | Precision Step Punch Pin / Long Stepped Core Pin |
| Raw Material Grade | High-Carbon Tool Steel (AISI D2, heat-treated condition) |
| Machining Technology | Swiss Turning (Sliding Headstock) |
| Total Batch Volume | 5,000 Pieces |
| Step Concentricity Target | <= 0.005mm (From primary shank to step diameter) |
| Linear Diameter Tolerance | +/-0.005mm (Controlled machining range) |
| Surface Finish Range | Ra 0.4 micrometers can be achieved on critical controlled cylindrical diameters under optimized feed and stable tooling conditions |
| Metrology Standards | First Article Inspection (FAI) + in-process critical checks + final batch sampling plan |
4. Manufacturing Process Highlights & Surface Finish
To execute the 5,000 Pieces order of custom Precision Step Punch Pins while controlling flexure, FIWOK METALWORKS utilized automated Swiss Turning (Sliding Headstock) lathes. In this configuration, the High-Carbon Tool Steel (AISI D2, heat-treated condition) bar stock feeds through a tight-clearance guide bushing. Because the cutting inserts engage the material within millimeters of this support point, mechanical rigidity is maintained, which helps reduce cumulative deflection risk across high-aspect-ratio profiles.

Figure 2: Swiss Turning (Sliding Headstock) Setup for Case 021 Production Run
Our process controls for high-aspect-ratio hardened cold-work tool steel profiles include:
- Single-Chucking Sequence: All stepped diameters are turned sequentially in a single continuous feeding program, minimizing re-clamping positional deviations.
- Optimized Lead Angle Tooling: Specialized micro-grain carbide tooling helps reduce tool withdrawal marks, supporting a smooth Ra 0.4 finish on critical controlled cylindrical diameters under stable running conditions.
- High-Pressure Cutting Oil Delivery: Submerged oil jet arrays continuously flush chips and manage heat at the pin tip to minimize thermal stress.

Figure 3: Completed Case 021 Precision Step Punch Pin
International Surface Treatment Reference Guide for Case 021 Material Class:
| Finishing Standard | Technical Application & Quality Outcome Description |
|---|---|
| As-Turned (Ra 0.4 Max Boundary) | Clean turned finish as executed in Case 021, showing consistent toolpath execution within dimensional tolerances. Bypassing secondary grinding depends strictly on specific drawing callouts for roundness and material heat-treat hardness status. |
| Black Oxide Coating | Conforms to MIL-DTL-13924, providing a uniform corrosion-resistant layer without introducing measurable thickness stack-up. |
| Hard Chrome Plating | Hard chrome plating applies an external wear layer; plating hardness typically falls in the 65–70 HRC range depending on process conditions, protecting industrial tooling components from heavy abrasive wear. |
5. Production Video Demonstration
To support technical verification for sourcing managers, we have archived a video segment of the live machining cycle for this production lot. This provides a direct look at the sliding headstock tracking stability and fluid cooling mechanics implemented during this batch execution.
6. Technical FAQ & Dynamic Sourcing Advice
|
[Q] Q1: What makes Swiss turning advantageous over traditional turning for long stepped pins? [A] : Swiss turning (Sliding Headstock) utilizes a headstock that moves raw stock through a rigid guide bushing. Cutting forces are applied adjacent to this support, which helps reduce deflection risk and supports linear precision on extended aspect ratios. |
[Q] Q2: How is concentricity maintained across multiple micro-steps in Case 021? [A] : For Case 021, we sequence toolpaths from the smallest step diameter up to the main shank in a single continuous feeding program. This method reduces standard re-chucking errors and helps keep total runout within drawing limits. |
|
[Q] Q3: Can High-Carbon Tool Steel be processed reliably via sliding headstock methods? [A] : Yes, depending on hardness state and geometry, by deploying optimized carbide grades with tailored chip-breaker geometries. Combined with continuous high-pressure cutting oil, this method controls heat generation and reduces structural stress in the material. |
[Q] Q4: What quality verification routines were applied to this 5,000 Pieces lot? [A] : The 5,000 Pieces run underwent First Article Inspection (FAI), in-process critical checks, and a final batch sampling plan. Inspection records were maintained according to this control plan. |
|
[Q] Q5: Can an ultra-smooth Ra 0.4 finish always bypass secondary grinding operations? [A] : Achieving Ra 0.4 straight from the machine path is feasible on critical controlled cylindrical diameters with optimized toolpaths, but whether secondary grinding can be fully eliminated depends strictly on your specific drawing callouts for roundness and material state. |
[Q] Q6: How does FIWOK confirm the material grade authenticity of incoming tool steel? [A] : We maintain lot-based material traceability supported by incoming mill test reports (MTRs) and batch inspection documentation, ensuring mechanical property accountability for Case 021. |
|
[Q] Q7: Does the hard chrome plating specification change the core hardness of the pin? [A] : No. Hard chrome plating applies an external wear layer; plating hardness typically falls in the 65–70 HRC range depending on process conditions. The core mechanical properties of the underlying tool steel substrate remain unaltered, preserving structural toughness. |
[Q] Q8: Are certified third-party inspection data reports available for bulk shipments? [A] : Yes. While standard in-house metrology data is included, material certificates, hardness verification, and third-party dimensional inspection reports can be provided upon explicit engineering request. |
NEED CUSTOM SWISS TURNING FOR PRECISION STEP PUNCH PIN?FIWOK METALWORKS provides contract precision manufacturing with micron-level drawing compliance. Since 2012, our Shenzhen factory has delivered specialized multi-stepped shafts and high-aspect-ratio tooling sub-assemblies. We maintain flexible production capabilities to support low-to-medium batch distributions (10 to 10,000+ pieces) and implement an agile MOQ: 1 engineering verification blueprint for prototyping runs. Submit your technical drawing prints or STEP solid models directly to our Global Estimating Desk: [email protected] |